Производство грувлочных соединений и фитингов
-
-

- Обработка форм Мы обладаем собственной мастерской для проведения обработки, которая оснащена оборудованием импортированной из Германии. Это гарантирует точность и высокую скорость производства.
-
-
-

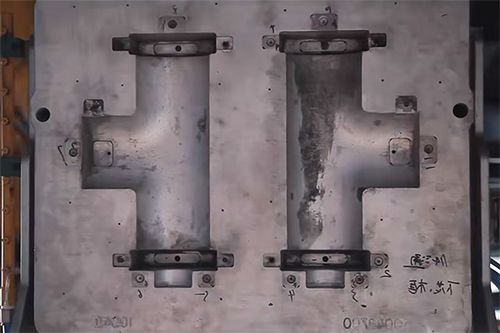
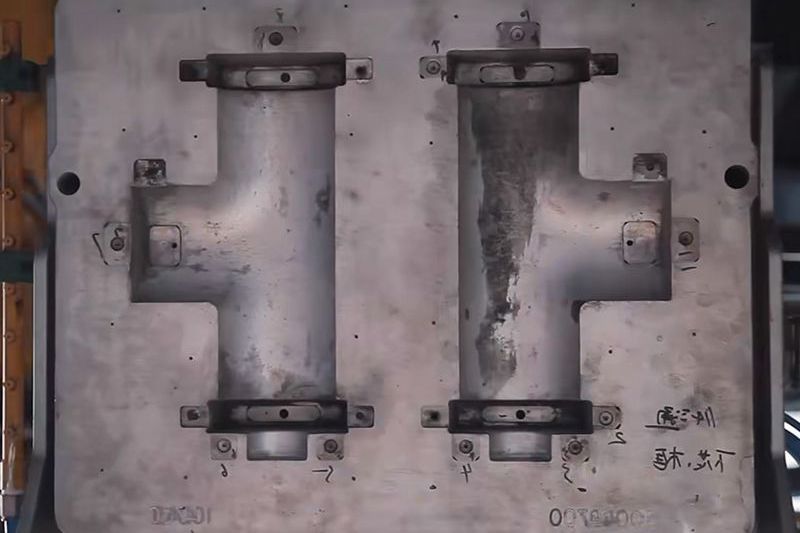
- Инвентарь пресс-форм На данный момент у нас имеются 6000 наборов пресс-форм всех моделей и размеров грувлочного соединения.
-
-
-

- Изготовление сердечников Производство песчаного стержня проходит в соответствии с формой стержневого ящика. Процесс легко выполняется вручную или при помощи оборудования. Мы используем вариант с оборудованием для изготовления сердечников.
-
-
-

- Смешивание песка Мы используем автоматическую формовочную линию DISA для эффективного и тщательного смешивания песка, обеспечивающий высокое коечное качество песчаных сердечников и всей производимой продукции.
-
-
-

- ПлавлениеПосле тепловой обработки (плавки), мы проводим тестирование углерода, кремния, марганца, серы и фосфора, являющиеся пятью основными состовными элементами. Это гарантирует качество расплавленного железа и обеспечивает эффективность продукции.
-
-
-
- Вертикальная линия разъема
-
-
-

- ЛитьеПроцесс выливания расплавленного железа в песчаные формы и этап остужения.
-
-
-

- ОбработкаОбработка пресс-форм на станках с ЧПУ.
-
-
-

- Шлифовние Шлифовка заусенцов на черных деталях.
-
-
-

- Продукция на складе в ожидании отгрузки
-
-
-

- Окраска распылением Процесс термического распыления состоит из четырех этапов: предварительная обработка → предварительный нагрев → распыление → пост-обработка поверхности. Ниже приведено пошаговая информация.
- Предварительная обработка поверхности: поверхность подложки должна быть чистая и шероховатая для эффективного соединения покрытия с материалом подложки. Метод очистки и придания шероховатости может отличаться от требуемого покрытия, подложки и условия к изготовлению.
- Предварительное нагревание: процесс подогрева устраняет влажность с поверхности заготовленной продукции, повышает температуру интерфейса и улучшает сцепление между покрытием и подложкой, предотвращая потрескивание поверхности. Температура нагревания контролируется в пределах 60-120 ℃.
- Окраска
- Пост-обработка после окраски.
-










Этапы инспекции
- Надежный источник Каждая партия сырьевого материала должна пройти контроль качества перед использованием на заводе.
- Прочные компоненты Все болты и гайки, прокладки и упаковочные материалы должны быть проверены при поступлении.
- Высокий стандарт обработки плавлением Каждая кузница расплавленного железа должна пройти химический анализ CE перед процессом литья, что обеспечивает высокое качество расплавленного железа.
- Исследование сфероидизации Каждое проведенное тестирование должно гарантировать, что уровень сфероидизации расплавленного железа составляет не менее 3 уровня или выше, прежде чем ее можно будет отключить.
- Металлографический контроль Двойная проверка для 100% точности, обеспечивающая 100% страховку от сфероидизации.
- Проверка производственных работ Прежде чем перейти к следующему этапу работы, директор соответствующего цеха должен дать одобрение.
- Осмотр черных деталей Отдельные детали должны пройти проверку черных деталей, чтобы убедиться в отсутствии песчинок и включений. Это гарантирует высокое качество!
- Испытание на герметичность Каждый трубопроводный фитинг подвергается испытанию на давление и другие проверки.
- Контроль габаритов Ежедневно проводится выборочная проверка, гарантирующая качество каждой партии!
- Механические испытания производительности Выборочная проверка проводится в соответствии со стандартами 3C/FM/UL. Испытания высоким давлением, статическим давлением и изгибающим моментом проводятся ежедневно. Никаких повреждений при разрушающем испытании давлением 10 МПа не происходит!
- Визуальная инспекция покрытия Эффективный контроль качества покрытия гарантирует качество каждого продукта.
- Инспекция 6S Выборочный осмотр проводится при распаковке патрульной бригадой 6С не реже 3 раз в неделю!